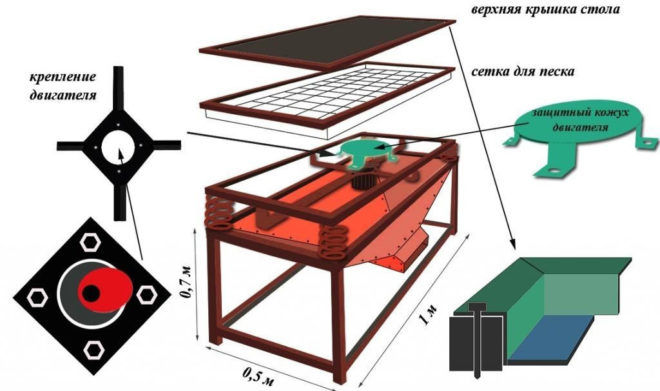
Пресс для тротуарной плитки своими руками
Изготовление вибропресса для тротуарной плитки своими руками – чертежи
Вибропресс для производства тротуарной плитки – основное оборудование, использующееся в процессе создания качественного и прочного покрытия. Современные производители выпускают станки разной мощности, для определенных масштабов производства, с теми или иными функциями, но все они стоят немало. Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.

Вибропресс для тротуарной плитки позволяет делать элементы из двух слоев: базового и фактурного (лицевого). Базовый слой создается из песка, цемента и щебня, получается прочным и качественным. Второй слой готовят с добавлением специального пигмента, который позволяет получать любые оттенки и цвета плитки.
Производство тротуарной плитки с помощью вибропресса:
- Загрузка смеси в один или два бункера (большая емкость предназначена для основной смеси, малая – для бетона с пигментом для формирования лицевого слоя).
- Поступление смеси из первого бункера в пресс-форму, которая находится на вибростоле. Включение вибратора на 1-2 секунды для распределения смеси в матрице равномерным слоем.
- Загрузка цветного бетона в пуансон, включение режима вибропрессования на 35-40 секунд для уплотнения.
- Снятие матрицы и пуансона, перемещение готовых изделий в место, где они будут набирать прочность. Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
- Отправка готовых плиток на склад, потом в транспортировочные поддоны, доставка к потребителю.

Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине. Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси. Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.
Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами. До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно. Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.

Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам). Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница. Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание. Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы. Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.

Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12. Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки. Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Сам каркас с распорками выполняют из швеллера №8-10 или уголковой стали 7х7 сантиметров. Форма и размер каркаса должны точно соотноситься с формой и размерами рамы стола, столешница же может быть такой же либо больше на 6-7 сантиметров.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
Далее нужно вырезать прямоугольник в соответствии с размерами каркаса (для этого лучше использовать листовую сталь толщиной около 8-10 миллиметров). Прямоугольник кладется сверху на каркас, аккуратно приваривается электросваркой снизу. Рабочее положение столешницы – листом стали кверху.

Устройство подвижного соединения стола со столешницей
Нужно найти 6 стальных пружин достаточной жесткости длиной до 12 сантиметров и сечением 5-6 сантиметров. Потом из трубы соответствующего диаметра (пружина должна входить внутрь свободно и без большого зазора) нарезают 12 стаканов длиной, равной трети длины пружин каждый.
Шесть стаканов приваривают по двум срединам длинных сторон и четырем углам стола сверху, другие шесть – с таким же расположением, но к столешнице снизу. До начала работ лучше столешницу положить на стол, вставить стаканы между ними и наметить соответствующие места мелком.
Выбор и установка электродвигателя или вибратора
Чтобы создать вибропресс для тротуарной плитки своими руками, не обойтись без двигателя для вибрирования. Двигатель должен быть достаточно мощным, при учете одновременного воздействия на конструкцию давления пресса. При сборке самодельного станка лучше приобретать качественные и надежные двигатели-вибраторы заводского производства, в которых предусмотрена возможность регулирования амплитуды колебаний, частоты. Подойдет ВИ-99/Е.
Давление на формы будет осуществляться вертикально, поэтому качественное уплотнение материала будет происходить горизонтально. Двигатель вибропресса крепят вертикально к столешнице снизу, примерно в точке пересечения диагоналей (там, где расположен центр тяжести). Чтобы крепление было возможным, снизу к столешнице приваривают кронштейн из стали со специальными отверстиями для крепления электродвигателя.

Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Работа вибропропресса
Чтобы запустить в работу станок (вибропресс) для тротуарной плитки, достаточно выполнить несколько простых действий.
Технология создания плитки вибропрессованием:
- Матрицу смазывают маслом.
- Заливают смесь в форму, ставят ее на столешницу так, чтобы пуансон точно совпадал с матрицей.
- Рычагом прессуют смесь в форме и в этот же момент ненадолго включают вибродвигатель.
- Изделие изымается из матрицы для просушки и отверждения.

Состав смеси для тротуарной плитки на вибропрессе определяют, исходя из нужных характеристик итогового изделия. Обычно в состав входят песок, цемент, вода, отсев щебня, пигмент.
Создание вибропресса для тротуарной плитки своими руками – вполне выполнимая задача. При наличии оптимального чертежа, электросварки и всех необходимых деталей собрать качественный и надежный станок не составит труда.
Изготовление станка для производства тротуарной плитки
Не секрет, что покрытия на частных участках и объектах в черте города в большинстве случаев выполняются из плитки (брусчатки). Это позволяет добиться одновременно следующих моментов:
- долговечность;
- привлекательность;
- экологичность.
Ввиду этого тротуарная плитка является наиболее востребованным материалом. Будет это идея массового производства либо обыкновенное желание сделать покрытие на своем участке, необходим специальный станок для ее производства. А сделать эту конструкцию для изготовления плитки, не составит труда.
Что нужно знать о станке?
С виду это комплексная установка, имеющая скромные габариты. Взглянув на нее, и в голову не придет, что этот агрегат способен запустить массовое производство. Впрочем, станок для производства тротуарной плитки вполне сгодится и для личных нужд.
Кто-то предпочитает купить уже готовую конструкцию, дабы не тратить время на ее сбор. Но тем, кому немаловажно такое слово, как «экономия», целесообразней соорудить конструкцию самостоятельно.
В первую очередь важно изучить составляющие станка:
- платформа;
- матрица;
- установка режима «вибро»;
- емкость под раствор;
- прессовый механизм.
Перечислены основные части, наличие которых обязательно.
Принцип работы
Станок для изготовления тротуарной плитки функционирует следующим образом:
- раствор закладывается в специальную емкость;
- он попадает в формы;
- масса прижимается к платформе благодаря специальным пластинам;
- включается режим вибрации (для лучшей утрамбовки);
- происходит уплотнение массы (колебание + давление);
- формы приподнимаются, оставляя на платформе готовое изделие;
- изделие переносится в специально отведенное место, где оно высыхает.

Если внимательно прочитать принцип действия еще раз, то можно смело заявить, что пресс для производства тротуарной плитки сделать самостоятельно не только можно, но и просто.
Основа производства
Сделать качественный облицовочный материал, не покидая собственного участка, можно. Но для этого необходимо учесть все важные факторы для полноценной заливки бетона, а также его прессования. В ином случае, изделия попросту будут рассыпаться, стоит им покинуть свои формы.
Для того чтобы изготовить станок по производству тротуарной плитки своими руками необходимо акцентировать внимание на изготовлении следующих составляющих:
- станок для прессовки;
- вибростол;
- формы, в которые будет происходить заливка.
Стоит отметить, что наличие станка позволяет осуществлять производство не только плитки, но и искусственного камня.
Как сделать вибрационный механизм?
Для начала следует позаботиться о наличии инструментов, которые будут необходимы для работы:
- дрель;
- болгарка;
- сварочный аппарат;
- крепежные болты.
При помощи сварочного аппарата необходимо приварить металлические элементы, чтобы получился стол. Он будет основой станка для производства плитки. Не стоит думать, что это очень просто.
Необходимо сделать специальный чертеж, где будет отмечено расположение двигателя. Главное, чтобы он располагался над столешницей, и был защищен от попадания посторонних элементов.
Первое, что необходимо выполнить – это сварить каркас из металлических уголков (50 мм на 50 мм). Он понадобится, чтобы зафиксировать установку на одном месте, и исключить ее движение в стороны.
По углам и в середине конструкции необходимо закрепить металлические пружины. Они нужны для того, чтобы исключить удары столешницы, и не допустить ее скорого выхода из строя.
Внизу происходит вживление двигателя в конструкцию. Нет нужды приобретать дорогостоящий агрегат для этих целей. Вполне может пригодиться и движок от старой стиральной машинки (главное – рабочий). Обязательно следует позаботиться о защитном кожухе для него.
Пресс для изготовления плитки и искусственного камня обустраивается на вибрационном столе при помощи специальной панели, которая сможет вынести большое давление.
Если появится желание оборудовать станок емкостью для раствора, то важно помнить, что она должна быть выполнена в форме трапеции, у которой сужение происходит в нижней части. Дно должно быть фиксируемым, дабы его можно было, когда нужно, открывать и закрывать.
Как происходит изготовление форм?
Для того чтобы изготавливать плитку и искусственный камень необходимо наличие специальной формы, в которую будет заливаться раствор. Некоторые предпочитают такие изделия покупать.

Но стоит помнить, что цена его не является экономичной.
Изделие выполняется из следующих материалов:
- полиуретан;
- силикон.
Полиуретан с отвердителем заливается на образец (его можно купить либо одолжить). После высыхания слой можно отделить от готовой формы. Изделие готово. Если образца нет, то его можно изготовить из гипса. Для того чтобы выпускать плитку в должном количестве, понадобится, как минимум, 10 форм.
Следует помнить, что образец должен быть целым. Исключено использование формы с наличием царапин, трещин и т. д.

Дело в том, что полиуретан отпечатывает в себе каждую деталь.
Что следует учесть при работе со станком?
Изготовление искусственного камня и плитки, казалось бы, процесс незамысловатый, но важно помнить о некоторых моментах.
- Давление, направленное на раствор в формах должно быть равномерным. Не допускается сбоев в работе.
- Многие думают, что сильная вибрация оказывает благоприятное действие на формирование изделия. Это неверно. Слишком мощный вибрационный поток разрушает изделие, поэтому не следует его допускать.
- Если есть желание увеличить прочность и эластичность раствора, то используются щебень и пластификаторы.
- Предпочтение отдается марке цемента М500.
- Чтобы изделие не потрескалось в первые дни эксплуатации, его необходимо хорошенько просушить. В идеале – снятые с вибростола формы, равномерно наполненные раствором, сушат в течение 24-х часов. Для снижения времени используются специальные приспособления.
- Производственное помещение (или место, где происходит сушка плитки) должно соответствовать требованиям касаемо влажности и температуры. А также исключается наличие мусора, посторонних элементов и пыли.
- После изготовления очередной партии плитки или камня, оборудование необходимо тщательно очистить. Следует отбить составляющие станка от прилипшего раствора.
- Если речь идет о запуске массового производства, то наличие специально отведенного помещения для изготовления и сушки изделий просто необходимо.
- Следует помнить о технике безопасности во время работы. Не следует прибегать к очистке станка, если в нижние части просочилась часть раствора, во время работы двигателя.
Для тех, кто хочет запустить массовое производство плитки, а не изготовить небольшое количество в личных целях, лучше всего прибегнуть к приобретению готового оборудования. Хотя, при особых технических навыках высока вероятность выполнить конструкцию, способную конкурировать с магазинными позициями.
Как правильно собрать станок для производства тротуарной плитки своими руками?
Для производства средних и больших партий прессованной плитки используется станок для ее изготовления и устройство для резки.

Станок для производства тротуарной плитки
Изготовить мини-агрегат для производства такой продукции можно своими руками.
1 Устройство профессионального станка для производства плитки
То, как устроен стационарный агрегат для изготовления тротуарного покрытия, можно рассмотреть на примере станка «Тандем». Он представляет собой модернизированную модель, известную как РПБ 1500. Устройство «Тандем» ( РПБ 1500) помогает, несмотря на свои небольшие габариты организовать массовый выпуск продукции. Мини-станок РПБ 1500 «Тандем» для производства плитки состоит из:
- матрицы;
- платформы;
- емкости для раствора;
- виброустановки;
- пресса.
Принцип работы станка «Тандем» не отличается от особенностей работы агрегата, изготовленного своими руками. Для начала производства продукции, в специальную емкость засыпается подготовленный раствор.
Емкость станка «Тандем» передвигается к формам и через их дно обеспечивает подачу бетона к матрице. Далее поверх массы укладываются пластины, которые и прижимают ее к поверхности платформы. Для качественной утрамбовки полученного сырья и избавления от воздушных пустот используется метод вибропрессования.
В результате колебаний, раствор под давлением практически мгновенно подвергается уплотнению. Далее формы своими руками поднимаются, а на платформе агрегата «Тандем» размещается уже готовая тротуарная плитка. Подставку, с размещенной продукцией вынимают и оставляют высыхать.

Схема устройства вибростола для производства плитки
Станок, по аналогу агрегата «Тандем» можно изготовить своими руками, но показатели его мощности будут в разы ниже профессионального оборудования.
1.1 Самодельное оборудование для домашней эксплуатации
Для производства бетонных изделий своими руками в домашних условиях необходимо наличие:
- вибростола;
- прессовального станка;
- полиуретановых форм для заливки раствора.
В процессе сборки вибрационного стола своими руками его можно усовершенствовать и дополнительно укомплектовать пластиной для пресса. Для работы будет нужен:
- сварочный аппарат;
- болгарка;
- дрель;
- болты для крепежа.
Для изготовления вибростола необходимо сооружение металлического каркаса. Перед началом конструирования рекомендуется разработать чертеж, на основании которого двигатель будет в нужном положении располагаться под столешницей.

Вибростол сделанный своими руками
Каркас сваривается из уголков с размерами 50×50 мм и крепится стойках с пластинами. Они располагаются в нижнем торце детали и помогают надежно фиксировать агрегат для производства плитки на месте. На углах и посередине каркаса крепятся металлические пружины. К пружинам крепится столешница, оснащенная бортами.
Снизу прикручивается двигатель, его можно изъять их старой стиральной машины. Панель для производства изделий своими руками должна представлять собой плоскую крышку, на которую будет оказываться сильное давление.
Все элементы по своим размерам должны быть меньше форм для прессовки изделий.
Каркас сваривается из листового металла и профилей, а емкость для раствора нужно подобрать в форме трапеции, которая сужается к низу. Дно должно быть откидным, оно будет обеспечивать подачу смеси в матрицу.
Матрица выполняется в форме опалубки. Ее можно сконструировать из металла или деревянных реек. Сверху матрицы размещается передвижной пресс, состоящий из пластин, осуществляющих нажим на формы.
1.2 Как работает самодельный станок для производства тротуарной плитки? (видео)
к меню ↑
2 Делаем формы под плитку
Для изготовления фигурной тротуарной плитки своими руками лучше всего использовать оборудование, оснащенное вибрационным столом. Здесь одним из важных элементов является форма, в которую производится заливка раствора. Формы изготавливаются с применением полиуретана и силикона.
Ввиду того, что готовые изделия стоят достаточно дорого, есть возможность сэкономить, сделав их самостоятельно.
С этой целью подготавливается сырье – полиуретан и отвердитель. В начале делается матрица, обеспечивающая заливку раствора. В качестве матрицы можно использовать стандартную плитку-образец или отдельно изготовленный элемент со схожими формами и соотношениями размеров.
Для создания формы необходимо приобрести гипс. Он является самым лучшим вариантом для создания фигур и декоративных элементов с любой степенью сложности. Для того чтобы самостоятельно сделать форму, объемный элемент заливается жидким полиуретаном.

Полиуретановые формы для тротуарной плитки
Ввиду того, что полиуретан предварительно смешивается с отвердителем, спустя 4-6 часов он превращается мягкое монолитное изделие. После того как оно полностью высохнет, его можно отсоединить от заготовки. Так как полиуретан отпечатывает на себе мельчайшие детали изгибы и выступы матрицы рекомендуется использовать шаблон, выполненный по эталонному образцу.
Для налаживания достаточного объема производства тротуарной плитки необходимо будет сделать более 10 форм для заливки.
к меню ↑
2.1 Способы резки плитки
Наиболее важным и трудоемким процессом при производстве тротуарного покрытия является процесс резки изделий. Сам процесс резки выполняется строго по направлению заранее намеченной линии. Плитка перед началом проведения резки надежно фиксируется на ровной и твердой поверхности.
Процесс резки производится при помощи двух основных элементов гильотины или болгарки.
По возможности рекомендуется использовать специальный электрический инструмент для резки. Если объем продукции будет небольшим, то можно применить обычную ручную ножовку по металлу.
Самым распространенным методом резки плитки для тротуара является тот, в кромках которого применяется болгарка, оснащенная алмазным диском. Диаметр диска должен составлять более 240 мм. Рекомендуется использовать диски таких производителей, как «Bosch» или «Ди Стар».
В процессе резки актуально применение болгарки с показателем мощности в 2 кВт. Если в процессе возникают застревания режущей кромки, то сверху брусок нужно посыпать песком. Обрабатываются плиточные края шлифовальной машинкой. Если объем продукции будет большим, то для ее разрезки необходимо применить специальный нож-гильотину.

Процесс выемки готовой плитки из формы
Инструмент представляет собой небольшой станок с укладочным столом, ножом и ручкой, которая обеспечивает необходимое усилие. Перед началом резки изделие располагается в пространстве между столом и лезвие. Далее при нажиме на ручку нож опускается и производит рубку материала. Резку (скалывание) нужно проводить по строго намеченной линии без сильного давления на изделие.
Сейчас на рынке представлен целый ряд аппаратов, помогающих в такой работе, наиболее востребованные механизмы – это «Максим» и «АL». Они обеспечивают высокое качество и ровность при разрезке. Особым преимуществом представленных гильотин является отсутствие цементной пыли при выполнении работ и высокая скорость процесса.
Разделение плитки для тротуара можно проводить специальным электрическим инструментом, который представлен в виде небольшой дисковой пилы. В работе хорошо зарекомендовала себя пила «Eibenstock» EST 350, она отличается высокой скоростью и качеством нарезки.
2.2 Общие рекомендации к работе
Для наладки полноценного и качественного производства представленных изделий необходимо учитывать ряд рекомендаций. Так, например, станок, оснащенный прессом должен оказывать равномерное давление на каждый с м² залитого раствора. Следует знать, что слишком интенсивная вибрация может нарушить монолитность массы и привести к деформации плитки.
Для того чтобы приготовить качественный бетон необходимо использовать щебень вместе с пластификатором – это увеличит эластичность раствора. Для изготовления плитки следует выбирать марку раствора с маркировкой не ниже М500. После изготовления продукции заготовки просушиваются в течение суток.

Виды тротуарной плитки, которую можно сделать своими руками
Для того чтобы ускорить этот процесс можно использовать специальную сушилку. В производственном помещении должны соблюдаться оптимальные условия для хранения полученных изделий – температура, влажность и отсутствие пыли. Оборудование, применяемое в домашних условиях для производства тротуарного покрытия необходимо периодически проверять на предмет исправности.
Также важно заранее позаботится о помещении, в котором будет складироваться готовая продукция. При производстве подобных изделий лучше приобретать уже готовое заводское оборудование, но для небольших объемов станок, собранный своими руками послужит хорошей альтернативой.
Делаем станок для производства тротуарной плитки
Достаточно привлекательным вариантом облицовки площадок и дорожек является тротуарная плитка. Многим хозяевам хочется положить плитку во дворе своего дома, однако, это недешевое удовольствие. Выход из данной ситуации – самодельный вибропресс для тротуарной плитки. Он позволит положить тротуарную плитку у себя во дворе, не прибегая к помощи платных специалистов. Станок для производства тротуарной плитки, легко сделать своими руками, но важно все сделать правильно, чтобы получившаяся плитка могла сравниться по качеству с фирменными аналогами.
О чем эта статья
Почему вибропресс
Чем же лучше именно вибропресс для производства тротуарной плитки? Вибропрессование – это способ изготовления плитки, имеющий куда большую производительность. Дело в том, что изделие из матрицы извлекается сразу же, без задержки. Таким образом, форма для заполнения оказывается свободной и ее снова можно наполнить. Вибропресс для брусчатки значительно ускоряет производство. Так что, если тротуарная плитка должна покрывать достаточно большую площадь, станок для изготовления тротуарной плитки с технологией вибропрессования гораздо эффективнее.

Стоимость станка для производства брусчатки может доходить до нескольких миллионов рублей. Так что, использовать самодельное устройство для изготовления брусчатки гораздо рациональнее.
В состав станка для плитки входят следующие элементы:
- Столешница;
- Устройство для вибрирования;
- Стол;
- Устройство для прессования.
Все эти части связаны между собой технологически и образуют единый вибростанок по производству тротуарной плитки. Как и другие станки, данный вибропрессованный механизм нельзя создать без чертежа. Нужно выполнить все необходимые чертежи, которые обозначат конструкцию устройства. Кроме прочего, чертежи позволят вам точно определить, какое количество материала вам понадобится для работы.
Стоит рассмотреть изготовление каждого элемента пресса для тротуарной плитки в отдельности. Агрегат в процессе работы подвергается достаточно большим нагрузкам, поэтому изготавливать детали следуют из стальных заготовок, а соединять их электрической сваркой.
Как изготовить стол

Стол представляет собой ножки, приваренные к стальной раме. Рама должна быть прямоугольной. Обычно параметры рамы составляют пятьдесят сантиметров в ширину и семьдесят сантиметров в длину. Более обширные варианты предполагают семьдесят сантиметров в ширину и сто сантиметров в длину. То, насколько большой должна быть рама стола напрямую зависит от размера столешницы, размер которой, в свою очередь должен зависеть от размера брусчатки, которая будет изготавливаться на станке. Стоит учесть, что механизм может создавать плитку толщиной от двух до десяти сантиметров. Высота стола, а, следовательно, и длина ножек, может составлять от восьмидесяти до ста десяти метров.
Первым делом, для изготовления стола нужно изготовить ножки. Для этого потребуется труба диаметром восемьдесят – сто миллиметров. Потребуются четыре заготовки. Отрезаются они простой болгаркой. Все срезы ножек торцуются.
Чтобы правильно определить, какая должна быть длина ножек, нужно определиться с тем, будет ли прибор стационарным или переносным. Стационарный агрегат должен иметь ножки на двадцать – двадцать пять сантиметров длиннее стандартной длины. Это нужно для того, чтобы оставалась длина на глубину вхождения в основания. Эта часть ножек будет забетонирована.
В том случае, если вы собираетесь делать переносной агрегат, на края ножек нужно приварить маленькие пласты стали, по диаметру стоек. Толщина пластин стали должна составлять три – четыре сантиметра. Эти пластины способствуют равномерному распределению веса конструкции.
Для создания рамы потребуется уголковая сталь сто на сто миллиметров. Заготовки из стали нужно нарезать нужными размерами. Вырезанные пласты стали горизонтально укладываются и соединяются при помощи сварки. Чтобы покрыть конструкцию антикоррозийной сваркой, все швы, образованные в результате сваривания, прочищаются и шлифуются при помощи обычной болгарки. После завершений обработки, на раме не должно быть никаких отклонений от общей плоскости, так что пласты нужно устанавливать аккуратно и ровно.

Рама и ножки – это, по сути, единственные элементы стола. Когда они изготовлены, настает время собирать стол. Раму нужно положить вверх ногами и в таком положении приварить к ней ножки. Опоры должны располагаться строго вертикально. Как уже говорилось ранее, все детали станка подвергаются большой нагрузке во время работы, поэтому ножки стоит дополнительно укрепить, чтобы конструкция не сломалась. Для этого используются специальные вставки – косынки. Они изготавливаются из листовой стали, толщина которой должна составлять три – четыре миллиметра. Вставки косынки вырезаются прямоугольными треугольниками. Приваривают их между ножками и столом. Это придает конструкции дополнительную жесткость, а, соответственно, увеличивает ее надежность.
Как изготовить столешницу
Столешница, принимающая на себя значительную часть рабочей нагрузки, должна изготавливаться с упором на жесткость и прочность конструкции. Исходя из этого, каркас данного элемента нужно изготавливать не только из деталей периметра. Для каркаса также потребуются поперечные распорки. Формат каркаса столешницы, изготовленной из уголковой стали семьдесят на семьдесят миллиметров, должен полностью совпадать с форматом рамы. При этом размеры всей столешницы должны превышать размеры рамы не более чем на семь сантиметров.

Элементы заготовки нужно разложить горизонтально, после чего они скрепляются сваркой. Тут тоже придется отшлифовать и очистить все сварочные швы. Далее нужно вырезать из листовой стали толщиной восемь – десять миллиметров прямоугольник, соответствующий габаритам каркаса. Этот прямоугольник нужно положить на каркас и снизу приварить сваркой.
Как выбрать двигатель

Для такого устройства потребуется очень мощный двигатель. Если установить недостаточно мощный мотор, то станок выйдет из строя раньше, чем вы изготовите на нем свою первую партию плитки. Для того чтобы изготовить качественный станок, лучше присмотреть самые лучшие из доступных продающихся товаров. Отлично подойдет двигатель ВИ99/E. Он обладает отличной амплитудой колебания и имеет возможность регулирования частоты колебаний.
Чтобы при работе не раскручивались гайки, для крепления двигателя лучше всего использовать резаные шайбы.
Можно ли сделать вибропресс своими руками?
Для выпуска тротуарной плитки методом прессования необходимо иметь специальное оборудование. Производители наладили массовый выпуск таких станков, отличающихся различной мощностью и служащих для выполнения конкретных масштабов изделий. Все они обладают определенными функциями, но стоят дорого. Когда появляется необходимость изготовить самостоятельно вибропресс для тротуарной плитки, следует знать его характерные особенности.

Рисунок 1. Вибропресс для тротуарной плитки
Особенности использования и преимущества технологии вибропрессования
Технологический процесс вибропрессования по сути невероятно простой — смесь из компонентов, составляющих основу плитки, требуется залить внутрь жесткой матрицы, которая расположена на вибрирующей станине. Помимо вибрации на смесь дополнительно давит вибрирующий пуансон, точно повторяющий контуры матрицы. Его действие продолжается до момента гарантированного уплотнения смеси.
После этого пуансон с матрицей разъединяются, с поддона убирают целиком готовые изделия. Главное достоинство такой методики — возможность быстро выполнять значительные объемы работ и простота производства при незначительных трудозатратах. Для организации технологического процесса требуется лишь наличие вибропресса — более никаких сложных приспособлений не требуется.
Составные части вибропресса
Оборудование для производства тротуарной плитки с использованием вибропрессования предполагает наличие определенной его конструкции, включающей определенные составные элементы. Небольшой станок вполне доступно изготовить самостоятельно. Главное в этом мероприятии — все скрупулезно изучить, сделать чертежи, четко продумать последовательность действий и руководствоваться инструкцией. Основные элементы станка такие:
- стол со столешницей;
- вибрационный механизм;
- специальное приспособление для прессования.
Каждый узел имеет несколько составляющих, которые определенным образом соединяются вместе. Непременно перед началом изготовления вибропресса нужно подготовить его подробные чертежи. Их доступно найти в интернете либо нарисовать самому, дополнив собственными идеями и конструкционными новинками.
За основу рекомендовано брать проверенную схему сборки, которую создали проектировщики. Создавая дома вибростол, желательно сразу выяснить, какие его элементы сможете сделать сами, а какие придется приобретать готовыми. Непременно помните, что оборудование при работе испытывает существенные нагрузки, из-за чего станину требуется выполнять из стали, закрепляя все ее компоненты электросваркой. Именно так получится предотвратить разрушение конструкции из-за постоянной вибрации.
Как сделать вибростол своими руками с горизонтальной вибрацией
Дабы изготовить самодельный вибростол для тротуарной плитки, вам необходимо подготовить необходимые материалы и инструменты. Количество деталей нужно просчитать, взяв в руки чертёж. Ознакомление со схемой и является первым пунктом в реализации задуманного.
Далее вам необходимо запастись:
- листом металла, выполняющего функцию столешницы, подходящего размера толщиной от 3 мм;
- металлической трубой, уголком/швеллером, служащим основой опоры;
- электромотором мощностью от 250 Вт (в зависимости от размера стола);
- пружинами из прочной калёной стали.
Из инструментов следует озаботиться наличием:
- сварочного аппарата;
- дрели;
- болгарки/ножниц по металлу.
Это тот минимум, который вам понадобится, чтобы сделать вибростол своими руками для тротуарной плитки.
Далее переходим непосредственно к сборке запчастей и приданию надлежащего вида.

Направление зависит от того, как будет установлен ротор
Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.
- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.
Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Технология производства тротуарной плитки вибропрессованием
Чтобы получить качественное изделие, применяют полусухой рабочий раствор. Для гарантии соблюдения рецептуры на производстве используют полную автоматизацию процесса, предусматривающую монтаж технологической линии. В быту необходимо использовать несколько рекомендаций, позволяющих добиться на выходе хоть и не стопроцентно идеальной, но приближенной к этому показателю плитки.
Приготовление бетона

Рисунок 2. Готовая плитка
Чтобы изготовить раствор, подходящий для заливки в матрицу вибропресса, делающего тротуарную плитку, необходимо дополнительное оборудование — бетоносмеситель. В матрицу, размещенную на столе, подают уже готовую смесь. После опускания пуансона она сжимается в форме, затем на бетон действует вибрация, создаваемая одновременно столом и пуансоном.
Состав смеси включает следующие ингредиенты:
- Вяжущий компонент: цемент. Лучше использовать М500, чтобы материал был более прочным и схватывался быстрее.
- Наполнители: щебень (фракция 5–10) и крупнозернистый песок (фракция не меньше 2,5).
- Добавки: пластификаторы, а также краситель раствора.
- Вода.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Используя вибропресс для производства тротуарной плитки, необходимо учитывать повышенные требования, касающиеся бетонного состава. Технология предполагает наличие только жестких смесей. Невысокое водоцементное соотношение применяют при выпуске изделий, отличающихся повышенной морозостойкостью, а также низким свойством поглощения влаги. Также такие материалы обеспечивают сохранение правильной формы и гарантируют точность геометрических параметров.
Жесткость примененного бетона определяют, контролируя осадку его конуса. Это наиболее действенный и простой метод, позволяющий получить достаточное представление, насколько подвижной получилась бетонная смесь. Проводят такое испытание, применяя усеченный металлический конус.
Емкость заполняют раствором за три приема, выполняя ее уплотнение металлическим стержнем. Затем оборудование переворачивают, фиксируют на выверено ровной плоскости и снимают конус. Когда прекращается усадка раствора, измеряют разницу его первоначальной и конечной высоты. Если она не превышает показателя в 50 мм — смесь малоподвижная.
Именно такой раствор подходит для изготовления качественной тротуарной плитки, поскольку процесс ее формования из малоподвижных смесей нуждается в воздействии вибрации и непосредственного давления, чтобы устранить гарантированно все пустоты. Их отсутствие обеспечивает монолитность, а значит, прочность готового изделия. Малейшее нарушение соотношения воды способно существенно снизить итоговую прочность плитки.
Формование

Рисунок 3. Формировка бетона
Процедура формования тротуарной плитки происходит так:
- сначала на станину вибропресса кладут деревянный поддон с помещенной на нем специальной металлической матрицей, задающей внешний вид, а также габариты будущего изделия;
- затем внутрь матрицы заливают готовую бетонную смесь;
- чтобы она целиком заполнила форму, на короткое время запускают вибрацию;
- изделие набирает форму и требуемые параметры при воздействии вибрации, а также давления пуансона, опускаемого в матрицу для создания необходимого давления;
- после завершения формования продукта матрица одновременно с пуансоном поднимается, оставляя на деревянном поддоне готовое изделие, которое вместе с ним перемещают на сушку в приспособленное место.
Сушка
Мероприятие, связанное с сушкой и завершающим затвердеванием плитки происходит в естественной среде либо внутри пропарочной камеры, где поддерживается заданный уровень влажности и температуры.
Сушка на воздухе — длительное мероприятие, требующее минимум двух суток. Период процесса зависит только от влажности атмосферы и температуры окружающей среды. Внутри пропарочной камеры процесс длится быстрее — 4–8 часов.
Изготовление вибростола
Чтобы устройство работало долго и эффективно, при сборке конструкции следует придерживаться следующих рекомендаций:
- До начала процесса все металлические элементы следует покрыть антикоррозийным материалом, что предотвратит появление ржавчины.
- Для соединения элементов используется только шов (никакой точечной сварки).
- При создании разборной конструкции (на болтах) требуется регулярная подтяжка соединений в процессе эксплуатации.
- Вибродвигатель ни при каких обстоятельствах не должен иметь соприкосновения с землей или полом. Для избежания этого устройство необходимо предварительно протестировать и при необходимости внести изменения в конструкцию.
- Рабочая поверхность вибростола должна быть ровной и не иметь перекосов, что позволит обеспечить равномерное распределение фракций по всему изделию. Для этого ножки агрегата крепятся к земле или полу анкерами или бетонированием.
- Двигатель рекомендуется располагать в центре масс металлоконструкции.
Станина
Оптимальной высотой неподвижной опоры считается 0,8-0,85 м, что вместе с амортизаторами и виброплатформой делает этот параметр равным 0,9-1 м. Для людей ростом от 155 до 190 см это достаточно комфортные условия для работы.

Распространенной практикой является сборка станины в следующей последовательности:
- свариваются 2 рамы, выбранного размера;
- к ним привариваются 4 ножки;
- для обеспечения дополнительной прочности могут быть приварены диагонали;
- к стойкам приваривается пластина для размещения на ней розетки и кнопочного выключателя.
Ножки, на которые приходится весовая нагрузка всей конструкции, должны обладать достаточным запасом прочности и исполняться из металлических труб Ø 45-57 мм или уголка сечением 45х45 мм.
Платформа стола
Столешница изготавливается из единого листа металла толщиной не менее 5 мм. Если лист тоньше, его требуется усилить снизу опорной рамой или платформой из дерева, фанеры или ДСП. Распространенные размеры 60х60 см, но они определяются индивидуально, исходя из потребностей производства и мощности двигателя.
По периметру приваривается уголок 25х25 мм (32х32) с целью создания ограждающего бортика, чтобы формы во время работы не падали с поверхности. Для удаления излишков бетона следует предусмотреть в бортиках пазы.
Установка двигателя
Для установки вибродвигателя с нижней стороны плиты привариваются 2 швеллера с отверстиями под крепления лап. Для создания горизонтальных колебаний они привариваются вертикально, а вертикальных — горизонтально. Важным моментом является недопущение попадания на мотор влаги с поверхности формовочной площадки. Это может привести к короткому замыканию, пожару и выходу из строя всего агрегата.
Самодельный привод
Самой простейшей самодельной конструкцией, которую можно выполнить меньше чем за час, является лист фанеры с прикрепленным к нему снизу разбалансированным двигателем, установленный на 2 соединенные саморезами автомобильные покрышки от грузовика. Плотная резина, из которой они изготовлены, выполняет роль станины и амортизатора. Производительность такого устройства будет невелика, потребуется постоянно следить, чтобы формы с раствором не падали с поверхности, но с задачей уплотнения бетона и избавления его от воздушных пузырьков оно справится.